Алмазные шлифовальные круги на металлических связках
Область применения кругов на металлических связках
Круги на металлических связках, в зависимости от формы, предназначены для следующих операций:
- нанесения декоративного рисунка на сортовом и художественном стекле, хрустале, керамике как в ручном режиме обработки, так и на станках с ЧПУ;
- шлифование дна и края изделий из сортового и художественного стекла, хрусталя, керамики;
- шлифовка цилиндрических и плоских деталей из неметаллических твёрдых материалов (стекла, кварца и др.);
- обработка кромок листового стекла, мебельного стекла, кромок зеркал как в ручном режиме, так и на автоматизированных линиях.
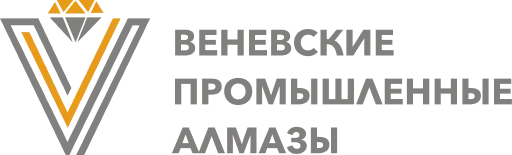
Формы выпускаемых кругов
1A1
прямого профиля



1FF1
плоские с полукругло-выпуклым профилем

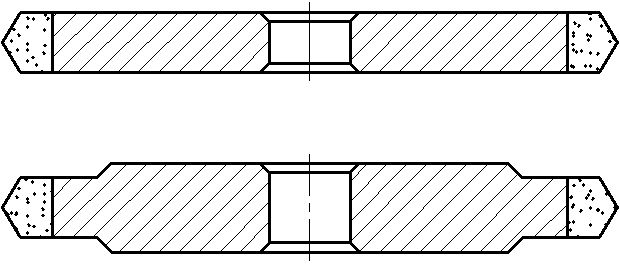
1FF1V
плоские с полукругло-вогнутым профилем

14FF1V
плоские с полукругло-вогнутым профилем

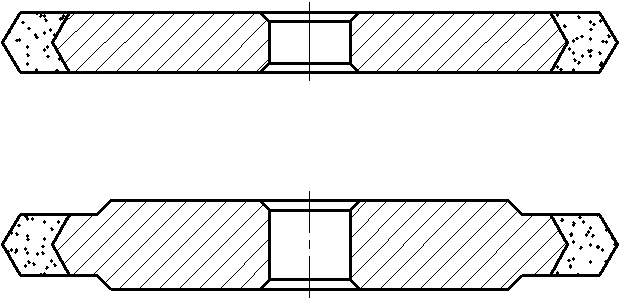
1FF2V
плоские с полукругло-вогнутым профилем

14FF2V
плоские с полукругло-вогнутым профилем
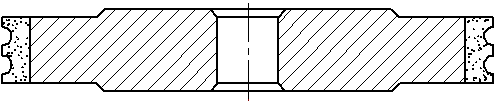
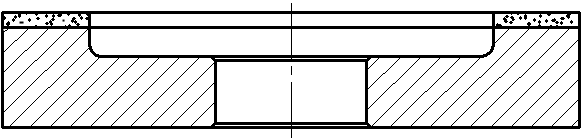
6A2
плоские с выточкой
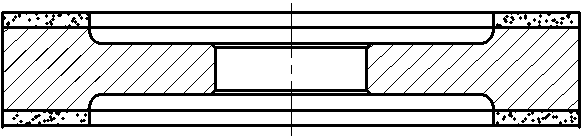
6A2T
плоские
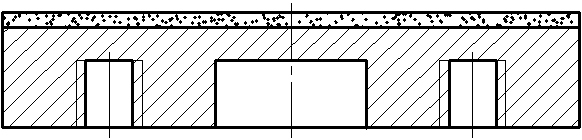
9A3
плоские двухсторонние с выточкой
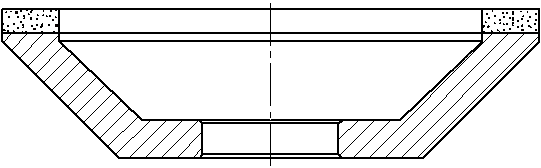
12A2-45о
чашечные
При выборе концентрации алмазов, за основную рекомендуется принимать относительную концентрацию равную:
- для ручного шлифования 50%, содержащую 2,2 карата алмазов в 1 см3 алмазного слоя (1 карат равен 0,2 г.);
- для машинного шлифования 100%, содержащую 4,4 карата алмазов в 1 см3 алмазного слоя.
Переход к другой концентрации необходимо обосновывать экспериментально. Круги могут выпускаться с концентрацией 125%, 100%, 75% (85%) и 50% (35%).
Зернистость в алмазных кругах определяет производительность обработки, шероховатость обработанной поверхности и стойкость алмазного круга. В зависимости от материала и режимов обработки в производстве кругов могут быть использованы алмазные шлифовальные порошки разной твёрдости. Это могут быть алмазные шлифовальные порошки марок АС6, АС20, АС32, АС65, АС100. Диапазон зернистостей для чернового, чистового и тонкого шлифования для марки АС6 заявлен от 250/200 мкм до 50/40 мкм, для марок АС20 и АС32 — от 500/400 мкм до 50/40 мкм, для марки АС65 — от 630/500 мкм до 63/50 мкм, для марки АС100 — от 630/500 мкм до 100/80 мкм. Для тонкого шлифования, полирования используются микропорошки марок АСМ (с нормальной абразивной способностью) и АСН (с повышенной абразивной способностью). Диапазон зернистостей заявлен от 60/40 мкм до 7/5 мкм.
Определив размеры, форму круга, зернистость, концентрацию алмазного порошка и тип используемого оборудования, выбирают тип связки алмазного круга. Наше предприятие предлагает 5 типов связки. Это связки на основе меди и олова в разных соотношениях с добавлением различных легирующих элементов. В зависимости от этих соотношений, связки имеют различную твёрдость и свойства. Многочисленными экспериментами и реальной многолетней практикой были определены оптимальные комбинации связок и используемой зернистостью алмазного порошка.
Основные виды металлических связок, используемые при ручной обработке
М2-01 — связка, которая может успешно использоваться для любого типа кругов. Однако для кругов формы 1Е1, 1ЕЕ1 для усиления режущей способности рекомендуется использовать связки типов М2, М3 и М4 в зависимости от размера алмазного зерна.
| Форма круга | Зернистость алмазов, мкм | ||
| 60/40-7/5 | 80/63-50/40 | 630/500-100/80 | |
| Типы связок | |||
| 1А1; 1F1; 1FF1; 6A2; 6A2T | М2-01 HRB 85±5 | M2-01 HRB 85±5 | M2-01 HRB 85±5 |
| 1Е1; 1ЕЕ1 | М2 HRB 90-95 | М3 HRB 90-95 | М4 HRB 72-85 |
| М2-01 HRB 85±5 | М2-01 HRB 85±5 | М2-01 HRB 85±5 | |
Основные виды металлических связок, используемые при машинной обработке (автоматизированные линии, станки с ЧПУ)
Универсальной связкой, подходящей для всех типов кругов, считается связка М2-01. Максимальную эффективность она показала себя в работе на автоматизированных линиях по обработке кромок плоского стекла в кругах формы 1FF1V и 1FF2V c профилем «карандаш».
Высокой эффективности работы кругов формы 1Е1 и 1ЕЕ1 на автоматизированных станках достигается за счёт использования связки М1, обладающей повышенной износостойкостью и кромкостойкостью; а для кругов формы 1А1, 1F1 и 1FF1 — связки марки М6.
| Форма круга | Зернистость алмазов, мкм | ||
| 60/40-7/5 | 80/63-50/40 | 630/500-100/80 | |
| Типы связок | |||
| 1А1; 1F1; 1FF1 | M6 HRB > 95 | M6 HRB > 95 | — |
| 1Е1; 1ЕЕ1 | М1 HRB > 95 | М1 HRB > 95 | — |
| Вид обработки | Стандарт РФ ГОСТ 9206, мкм | Стандарт РФ ГОСТ Р 53922 | Стандарт США ASTME 11-70, меш | Международный стандарт FEPA |
|---|---|---|---|---|
| Черновое шлифование | 630/500 | D601 | 30/35 | D601 |
| 500/400 | D501 | 35/40 | D501 | |
| 400/315 | D426 | 40/45 | D426 | |
| 315/250 | D301 | 50/60 | D301 | |
| 250/200 | D251 | 60/70 | D251 | |
| 200/160 | D213 | 70/80 | D213 | |
| D181 | 80/100 | D181 | ||
| 160/125 | D151 | 100/120 | D151 | |
| Чистовое шлифование | 125/100 | D126 | 120/140 | D126 |
| 100/80 | D107 | 140/170 | D107 | |
| Тонкое шлифование | 80/63 | D91 | 170/200 | D91 |
| D76 | 200/230 | D76 | ||
| 63/50 | D64 | 230/270 | D64 | |
| 50/40 | D54 | 270/325 | D54 | |
| D46 | 325/400 | D46 | ||
| Тонкое шлифование, полирование | 60/40 | 400/500 | M63 | |
| 40/28 | 500/600 | M40 | ||
| 28/20 | 800 | M25 | ||
| 1000 | ||||
| 20/14 | 1200 | M16 | ||
| 14/10 | 1500 | M10 | ||
| 1800 | ||||
| 10/7 | 2000 | |||
| 7/5 | 3000 | M6,3 | ||
Рекомендации по установке алмазных кругов, их приработке, эксплуатации и правке
© ОАО "Венфа",
ОАО "ВеАл"
1975 - 2026
Наш дистрибьютор
VIDBRUSOK.RU
8 (48745) 2-53-14
301320, Россия, Тульская обл., г. Венёв, ул. Международная, 4
Made with love AlexVerst